- Home
- Blog
- Soluciones de Induction Heating de CEIA para la industria de sujetadores
Soluciones de Induction Heating de CEIA para la industria de sujetadores
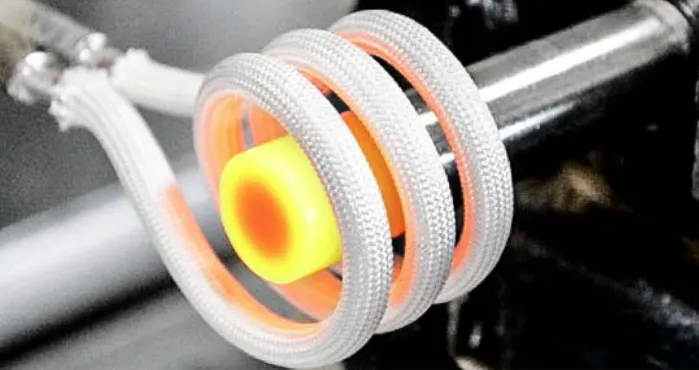
Soluciones de Calentamiento por Inducción CEIA para la Industria de Sujetadores
Principales Aplicaciones del Calentamiento por Inducción en la Producción de Sujetadores
1. Calentamiento para Forjado
- Utilizado para el estampado de la cabeza de tornillos.
- Rango de temperatura alto: 950–1150°C.
- Calentamiento localizado en el extremo de la barra, con una longitud aproximadamente tres veces el diámetro de la barra.
2. Formado en Caliente
- Rango de temperatura: 150–750°C.
- Los inducutores pueden integrarse directamente dentro de la máquina cerca de la estación de corte o en forma externa.
- La temperatura depende del metal: menor para acero, mayor para titanio.
3. Precalentamiento Antes del Roscado
- Rango de temperatura: 300–600°C.
- Los tornillos ya formados requieren calentamiento localizado para el proceso de roscado.
- Los sistemas compactos de inducción de CEIA se integran fácilmente en:
- Máquinas cilíndricas de 3–4 dados (manuales/semi-automáticas).
- Máquinas de roscado de dados planos o planetarios rotativos (automáticas).
4. Endurecimiento por Inducción de Roscas de Tornillos
- Precalentamiento de tornillos a 100–300°C antes de aplicar recubrimientos de bloqueo o sellado en las roscas.
- Garantiza durabilidad y rendimiento de los sujetadores.
¿Por Qué Elegir los Sistemas de Inducción CEIA?
- Diseño compacto que permite integración perfecta en líneas de producción existentes.
- Calentamiento continuo y confiable optimizado para diversos metales.
- Mayor eficiencia y reducción de tiempos de inactividad en la manufactura de sujetadores.
miércoles, 10 de septiembre de 2025
jueves, 11 de septiembre de 2025
Jamie Runevitch